天荒坪水电站球阀大法兰螺栓紧固方案
更新时间:2016-09-07
•凯特克螺栓预紧力控制技术推广•
特约撰稿人:凯特克集团有限公司市场总监王剑波
天荒坪水电站是我国目前已建和在建的同类电站单个厂房装机容量最大、水头最高的一座;也是亚洲最大、世界第二的抽水蓄能电站,电站主要设备均从国外引进,总装机容量为6台30万千瓦。球阀是抽水蓄能电站的重要设备之一,在抽水和发电的时候水流都是由该球阀来控制,普通水力发电站的进水阀视其水流通道长度不同有的也采用球阀。一方面在水轮机及发电机组检修时通过该阀切断压力钢管内的水流,保证检修的安全;另一方面在水轮机及发电机出现异常时可有效切断水流,防止事故的发生。由于水轮机运行的特殊要求,如果球阀在运行中不能满足工况系统的使用要求,则会导致机组无法正常运行。由此可见,球阀的安装可靠性非常重要,球阀上的螺栓紧固工艺要求也相对比较高,为了保证球阀螺栓紧固力的精确均匀性,通常这些螺栓都作了伸长量的要求。
传统紧固方法的弊端
以前,天荒坪水电站使用传统的紧固方法“氧—乙炔火焰直接加热法”,由于其设备简单,操作便捷,曾经是早期国内电站施工广为使用的工艺。但是,使用加热器进行热紧耗时长,对螺栓的使用寿命影响较大。
在实际检修工作中,由于采用传统的“氧—乙炔火焰直接加热法”紧固工艺,一方面是紧固效率比较低,需要反复加热冷却以测量和调整伸长量,螺栓紧固精度很难保证;另一方面,螺栓反复高温加热也会影响螺栓的机械性能,螺栓材料会变脆,甚至会出现裂纹,导致螺栓存在断裂的隐患。
电厂采用“氧—乙炔火焰直接加热法”的主要程序是:冷紧螺母→火焰加热→测量螺母转角→冷却至常温→测量伸长量→重复加热,由于螺纹加工精度及牙距的差异、接触变形、螺纹的机械损伤、锈蚀等多种因素,且转动角度无法准确人工控制,因此,采用这种方法紧固后螺栓预紧力将会出现较大误差(达到甚至超过30%),往往等到冷却到常温再测量其伸长量是难以达到预想设计值的。用户既要消耗工期,还要接受测量结果未达标导致的重复施工,从而更大程度的拖延施工工期的现实。在水电站现场球阀螺栓实施火焰加热方法加热螺栓时,整个过程较危险,还需要时刻冷却加热枪,防止回火引爆氧气瓶。
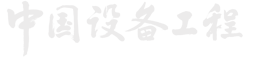
除了使用火焰加热紧固方法以外,电站也曾采用液压扭矩扳手的紧固方法。液压扳手是通过克服摩擦力做功,不断地在螺母上施加转动力使螺母沿着螺旋线向下转动,从而实现对螺栓紧固。相对于“氧—乙炔火焰直接加热法”而言,这是一种很大的进步,因为无需加热,在紧固效率上已经有了很大的改善;但是液压扳手也有自身的不足。液压工具在工作时因存在外部的反作用力臂,使原来正常啮合的螺母和螺栓螺牙产生偏载,从而导致摩擦接触面变化,转变为不可预测的摩擦,进而导致摩擦力发生变化。
偏载力还造成螺母下表面与设备本体面的接触面发生变化,摩擦力也产生变化。由于每个螺栓在紧固需要调整反作用力臂的支点以获得牢固的外部支点,所以紧固每一个螺栓时外部的支点都不尽相同,反力支点不同导致反力支点产生的偏载力不同,进而引起每一个螺栓紧固时需要克服的摩擦力不同,最终导致紧固完成后同一个法兰面上的每一个螺栓的螺栓预紧力误差较大。反作用力支点与正紧固的螺栓间的距离越短,偏载力越大。偏载力还会引起螺栓的螺纹破坏,发生“咬牙”现象。
因此,使用液压扳手紧固螺栓虽然可以减轻操作人员劳动强度,液压扳手输出扭矩精确可控,但最终因为反作用力臂引起的偏载造成每个螺栓紧固结果不可知。据权威中立组织德国BASF(德国巴斯夫实验室)测试结果表明,使用液压扳手的紧固后螺栓预紧力的精度范围约15%~30%。
先进的紧固方式带来更好生产效益HYTORC先进的螺栓紧固方式——无反作用力臂预紧力控制紧固技术,彻底摒弃了加热和液压扳手的缺点。无需反作用力臂无偏载,拉伸直达载荷,不需要加热,紧固过程中螺栓不跟转,不需要反作用力支点,不需要超拉,不需要人工干预。
美国HYTORC公司在1968年发明了世界上第一部带反作用力臂的液压扳手。但是,由于反作用力臂在紧固螺栓时给螺栓施加了一个巨大的侧向力,一方面会产生巨大的摩擦力,会大量消耗液压扳手的驱动力,使螺栓的预紧力达不到预定的值,另一方面容易夹伤操作人员的手指,还会损坏液压扳手的外壳和螺栓的螺牙,使螺栓在检修时很难拆卸,不得已时要动用气割破拆。
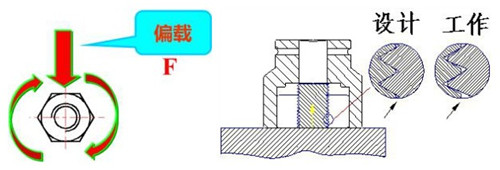
为此,HYTORC公司在上个世纪80年代推出了无反作用力臂紧固螺栓专利技术:用一个自带反作用力臂的CLAMP拉伸螺母代替常规螺母,取消了传统的反作用力臂。用这种方法紧固的螺栓,其预紧力的精度经BASF测试可以达到前所未有的±4%。更重要的是,这种机械式拉伸螺母因其独特的三件式结构,紧固时螺纹内套(如下图部件1)与螺栓杆没有转动,通过动力工具转动螺母的外套(如下图部件2),使外套沿着轴向向下旋转,底部的花键垫片(如下图部件3)在外套旋转的同时受压向下滑动,同时拉伸螺纹内套带着螺栓杆一起向上移动与花键垫片形成相对运动,实现对螺栓的紧固。因此在紧固过程中螺栓不会跟转,没有外部偏载力和扭转力作用在螺栓上,螺栓螺纹不会发生“咬牙”现象。螺母与结合面没有相对转动,有效的保护了法兰面不会被刮伤。
另外,凯特克的紧固方案都遵循美国ASME紧固标准,在保证预紧力精确的同时,还要保证法兰结合面平行闭合,这就要采取对称的形式进行紧固,由于是由一台泵站提供压力,因此每部紧固机具的紧固力都一致,这样就不会产生法兰翘边现象,保证密封效果。针对球阀工况就是一个很好的成功案例。
球阀大法兰螺栓紧固技术方案
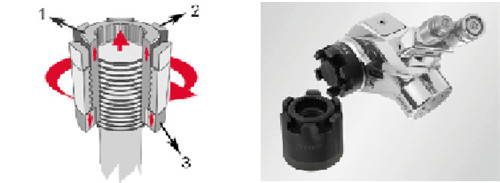
首先对球阀螺栓工况作了调研,每个球阀有32颗M85螺栓,紧固后螺栓伸长量要求0.6mm±5%(即0.57~0.63mm),其中,螺母直径:127mm;螺母形状:罩盖螺母;螺母高度:154mm;螺栓等级及材料:10.8级;螺栓总长:413mm;螺栓拉伸量为:0.6mm,通过计算所需螺栓预紧力为1556kN。然后在实验室模拟实际工况进行测试,通过载荷测试仪测定载荷以及螺栓对应伸长量,并测定达到该载荷所需要的液压泵设定压力。测试结果符合要求的精度0.6mm±5%
紧固过程采用四同步机具分步骤进行紧固。
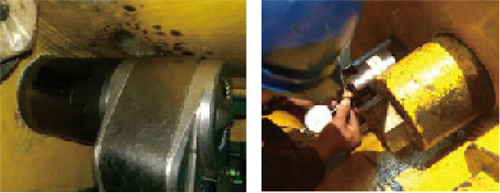
通过使用CLAMP螺母结合液压扭矩拉伸机紧固球阀螺栓,无需加热、无需额外反力支撑点,冷拆冷紧,快速安全;一方面节约了检修工期,由原来的一天半时间减少为3小时;另一方面,螺栓预紧力精度得以保证,经过测量,螺栓的伸长量完全在要求的0.6mm±5%(0.57~0.63mm)以内。
美国凯特克CLAMP螺母预紧力控制技术可以达到并保证±5%的载荷精度,并且方便实施,冷拆冷紧,避免螺栓咬牙,效率高,设备安装质量得到很大提高,检修周期得到保证,该技术已经在发达国家得到广泛应用,尤其在电力行业,帮助客户解决很多螺栓紧固问题,值得大家借鉴。
社长兼主编:陈雪芹
电 话:(010)68515135
编辑部
电 话:(010)68054816/68054837/68054838/68054839
运营部
电 话:(010)68052048
学术稿件咨询电话:
电 话:(010)64936065
技术文章投稿邮箱:
zgsbgc@126.com
开户行
工行北京礼士路支行
户 名
《中国设备工程》杂志社
账 号
0200 0036 0902 2100 604
地 址
北京市西城区三里河一区12号楼4门3层(100045)